��ע�T�� �T���ӹ� ����ӹ�
��ˇ���������A�������O�侫�������u����
- ȫ����ԃ�ᾀ


ϵ�ˣ�������
�� �C��13102988108
�� ַ����������ˮ�^���ִ�����f�^��
�] �䣺tiqnjinjinmo@163.com
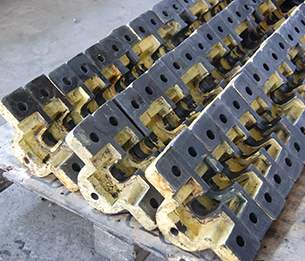
���ɱ����H�����ӹ��M��߀����ë���ɱ����|��ʧ���ɱ����r�g�ɱ������ɱ���������Ŀ�����ڱ��C�|���ͽ��ڵ�ǰ���£��@��������С����
�@�ǽ��ͳɱ�����Ч���ܗUЧ����ߵĭh����
���������OӋ������
�c�͑�fͬ�OӋ�� �����c�͑����̎���ͨ���ڱ��C���ܵ�ǰ���£���������Y�������磺
�p�ُ��s��ǻ�� ������Ҫ����Ƕ��^���ܼӹ�����ǻ��
�yһ�A�ǰ돽�� �p�ٲ�ͬҎ�ߵķN�
������ģб�ȣ� ʹ�T�������ڳ�ģ���b�A��
������������ �����P�I�Եď��s����Ğ麆��ƽ�棬����p�پ��̺ͼӹ��r�g��
�T���|���c�������ƣ�
���ʵļӹ������� �c�T��S�o�ܺ������_���T����ͬ��λ�ļӹ�������������С�����p��1������������ζ�����ٵIJ���ȥ�������̵ļӹ��r�g���͵ĵ���ĥ�p��
����T�����ȣ� ���þ��T����ʧģ�Ƚ������ι�ˇ��ֱ�ӏ�ë���A�Μp�ٺ��m�ӹ�����
�@�Ǽӹ����������ĺ��ġ�
�����c�����ĿƌW�x��
���̲��Ե��ǻۻ���
�p�ٿ��г̣� ��������·�����_�������ڹ���֮�g���ƄӾ��x��̡�
���ø����������g�� ʹ�ù⻬�Ĺս��^�ɺ��B�m�ĵ���܉�E���p�ٙC����ӣ��ڱ��C�|����ǰ���������M�o�ٶȡ�
�־��ӹ����x�� �ּӹ�ʹ�ô�������ȥ���������ӹ�ʹ���µ���С�������C���ȣ����FЧ���c�|����ƽ�⡣
�������b�A���{ԇ���z�y�r�gͬ���dzɱ���
һ���b�A������ӹ���
�ƏVʹ�ö��S�C���� �������S�����S�������S�ӹ����������Fһ���b�A��ɶ�����ļӹ����@�ص��������؏Ͷ�λ�`��Ͷ���b�A�ĕr�g���ǽ��Ϳ��ɱ�����Ч���ֶ�֮һ��
�A�߄����c�˜ʻ���
�OӋ���ÏͺϊA�ߣ� һ���A��ͬ�r�̶��������������F�����ӹ���
����ģ�K����ͨ�û��A�ߣ� �p�يA�ߜʂ���{���r�g��
���̲��л���
��ȥë�̡������ȷǺ��Ĺ����c���ӹ����̲������I�������ɵ��ӹ������ڙC��ɣ��p�����D�͵ȴ���
�UƷ�ͷ����������ġ��ڶ�����
���z�y�c�ھ��z�y��
�����C���y�^���ڙC�y��ϵ�y���ڼӹ��^���л����g�P�I�����r�z�y�ߴ磬���r�l�Fƫ��a�������������U��
�������c������
ӛ�ÿ�������ļӹ��������|�������������F���}�r�����Կ��ٶ�λ�ǙC�������ߡ�ë��߀�dz����ԭ�ĸ����Ͻ�Q���}����ֹ�Ͱl��
���a�ų������
����Ҏ�����aӆ�Σ�����ͬ���ϡ���ͬ���ߵ�������мӹ����p�ٓQ�����{ԇ�l�Ρ�
���ߎ���c������
�����ƌW�ĵ��߹���ϵ�y��������ȱ����ͣ�C��ͬ�rͨ�^���в�ُ�̓�����潵�͵��߳��гɱ���
ͨ�^���������ԣ��҂����Ԙ���һ�����m�������]�h��
�fͬ�OӋ �� ���|ë�� �� ��Ч��ˇ �� �����b�A �� �ھ��|�� �� ��������
��K��һ������ļӹ����������H�Ǽ��g�ļ�������һ�ݡ������W�������� ��ͨ�^���g�ֶΣ�ϵ�y�Ե؉��s�ˏ�ë������Ʒ�^���е��������M����K�������F���T�����ɱ�����ͻ���
�҂��y�֣��ĵ�һ���h���_ʼ�������T���Ľ���Ч�汣�{�o����